
Efficiency Boost in Chemical Production: Volm DML Air-Cooled Roots–Liquid Ring Vacuum System Retrofit
Project Background
A chemical company in South China previously relied on a liquid ring pump from another brand. However, its limited performance significantly restricted production capacity.
The pump delivered only 180 m³/h at a suction pressure of 8–10 kPa.A, which failed to meet process requirements for stable and continuous operation.
To address this issue, Volm implemented a targeted retrofit solution — integrating a DML Air-Cooled Roots Pump into the existing liquid ring system, forming a high-efficiency Roots–Liquid Ring Vacuum System.

Upgrade Solution
Once the liquid ring pump pre-evacuated to 20 kPa.A, the DML Roots pump automatically engaged, rapidly enhancing overall performance.
This hybrid system significantly improved the plant’s vacuum efficiency and production stability.
Key Upgrade Results:
Pumping capacity: Increased from 180 m³/h to 540 m³/h
Ultimate suction pressure: Improved from 8–10 kPa.A to 2 kPa.A
Vacuum stability: Greatly enhanced for continuous operation
Technical Advantages of the DML Air-Cooled Roots Pump
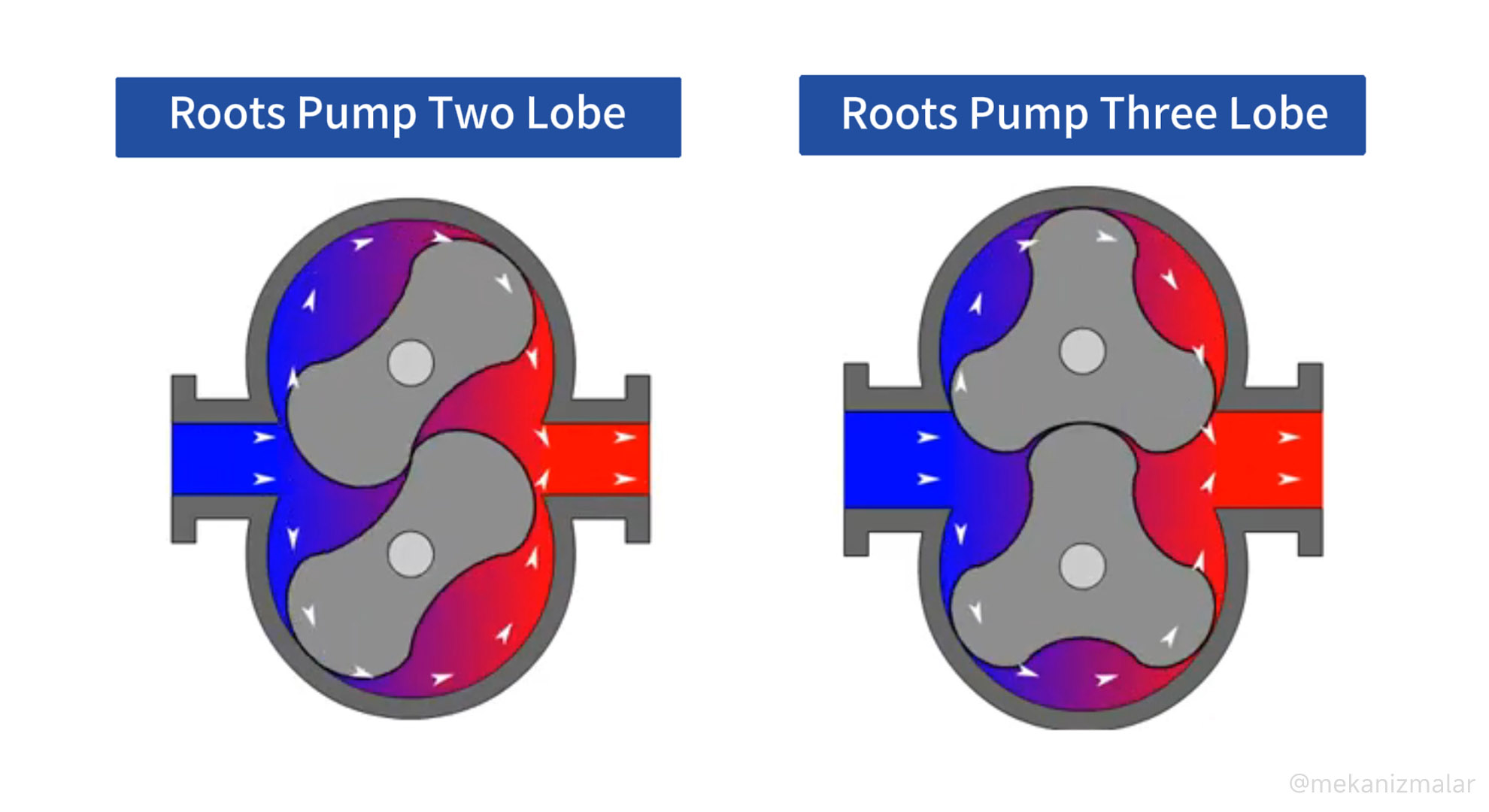
1. Two-Lobe Wide-Head Rotors
Provide a longer sealing line than traditional three-lobe designs, minimizing internal leakage and preventing backflow of process media.
2. Integrated Discharge Condenser
Effectively lowers exhaust temperature and extends equipment lifespan.
3. Corrosion-Resistant Construction
The pump body is made of cast iron with a Hastelloy coating, providing excellent durability and corrosion resistance for harsh chemical environments.
Performance Verification
Original liquid ring pump capacity: 180 m³/h
After DML integration: 540 m³/h, suction pressure improved to 2 kPa.A
Vibration (GBT 29531-2013 limit ≤2.8 mm/s): Measured only 0.79–1.20 mm/s
Temperature rise (limit ≤40°C): Measured only 17.4°C at 14°C ambient
Noise level: ≤85 dB, fully compliant
Conclusion
Volm’s Roots–Liquid Ring Vacuum Systems combine the strengths of both pump types, providing:
High efficiency and stable operation
Extended service life under harsh process condition
Proven performance across chemical and industrial sector
This retrofit project demonstrates Volm’s capability to deliver tailored, high-efficiency vacuum solutions for the chemical industry and beyond.



Free Technical Consultation
Visit Our Factory to Witness Micron-Level Manufacturing







Schedule a Visit to Volm Factory
Witness micron-level processing centers and ISO 9906 Class-1 testing center up close

Customize for You
Help customers save 30% costs on average
Reduce failure rates by 40% on average